
Ievads ražošanas procesā
Šajā ražošanas procesā barošanai tiek izmantots mehanizēts sprosts.Tam nav prasību attiecībā uz dūņu izejvielām (bez piemaisījumiem≥5cm).Tas ir vienkārši un ērti, ietaupa darbu un laiku, samazina izmaksas un uzlabo efektivitāti.
1. Barošana: (ir uzstādīta pilnībā slēgta tvertne)
Pēc tam, kad pacēlājs ir padevis materiālus tvertnē, iedarbiniet padeves vārstu un padeves gliemežnīcu un vienmērīgi ievadiet gliemežnīcu vai hidraulisko padevēju saskaņā ar noteikto standartu un izmantojiet padevēju, lai padotu materiālus krekinga tējkannā.
2. Pirolīze
Krekinga, iestatītā temperatūra 350℃- 470℃.Krekinga tējkannas griešanās ātrums ir 150 sekundes uz apli.Pēc naftas nogulšņu plaisāšanas pabeigšanas atlikumi nonāk izdedžu nosūcējā, kas nosūta atlikumus ar ūdeni dzesējamā izdedžu tvertnē.Atlikums tiek automātiski ievietots tonnu maisā no augstas temperatūras līdz normālai temperatūrai un iepakots pagaidu uzglabāšanai.
3. Apkure, spiediena kontrole
Apkurei tiek izmantota videi draudzīgāka kurināmā gāze.Augstas temperatūras krekings ir aprīkots ar četriem 30 w degvielas dzinējiem un četrām gāzes smidzināšanas pistolēm, kuras visas ir gudri kontrolētas, lai nodrošinātu normālu temperatūru, kas nepieciešama krekinga ražošanai.
Iekārtas ražošanas projektētais spiediens ir normāls, parastais ražošanas spiediens ir 0,01 MPa - -0,02 MPa, un maksimālais iestatītais spiediens ir 0,03 MPa.Ražošanas procesa laikā spiediena kontroles sensors nodrošina spiediena sensora signālu.Spiediena kontroles sistēma atver vai aizver spiediena samazināšanas vadības vārstu atbilstoši iestatītajam spiedienam un izsūta trauksmes atgādinājumu, lai nodrošinātu iekārtas drošu ražošanu.
3.4 Ražošanas process
Pirms ražošanas pārbaudiet, vai elektriskās piedziņas ierīce ir normāla, tostarp (ķēde, reduktors, pūtējs, inducētais ventilators, cirkulācijas ūdens sūknis), vai padeves vinča un izlādes vinča darbojas normāli un vai viedajam jaudas sadales skapim ir kļūme. (Pirms kļūmes sazinieties ar apkopes personālu un neiedarbiniet to tieši)
Barošanas posms
Ražošanas posms: pirms ražošanas pārbaudiet, vai degvielas dzinējs, gaisa sūknis, gaisa kompresors un pūtējs ir normāli, pārbaudiet, vai ūdens blīvē nav ūdens, turiet atvērtu vinčas gaisa izplūdes vārstu, turiet aizvērtu izdedžu izplūdes vārstu un turiet atvērtu tvaika cilindra ventilācijas vārstu un pēc tam lieciet krāsni griezties uz priekšu apmēram 100 sekundes/apli, izmantojot viedo strāvas sadales skapi.Kad degvielas dzinējs tiek atvērts, lai paaugstinātu temperatūru par 50℃, aizveriet gāzes sadalītāja ventilācijas vārstu, Lēnām paaugstiniet temperatūru līdz 150℃- 240℃, un sāk veidoties nekondensējamā gāze.Tas tiek nosūtīts uz krāsni sadedzināšanai caur deggāzes reģenerācijas sistēmu.Atbilstoši nekondensējamās gāzes daudzumam pēc kārtas izslēdziet degvielas dzinēju skaitu, lai saglabātu lēnas uguns stāvokli.(Ja nekondensējamās gāzes daudzums ir liels, tā tiks nosūtīta uz citu iekārtu grupu sadedzināšanai caur manuālajiem vārstiem. Ja citai iekārtai tas nav nepieciešams, lieko nekondensējamo gāzi var nosūtīt uz sekundāro sadegšanas kameru) un tad lēnām paaugstiniet līdz 380-450℃.Pārliecinieties, vai plaisāšana ir tīra.Nekondensējamās gāzes samazināšanās,
Slāpekļa attīrīšanas sistēma;To galvenokārt izmanto, lai iztīrītu apstrādes tējkannu, gāzes uztvērēju, kondensatoru, eļļas gāzes separatoru un ar ūdeni atdzesētu izdedžu tvertni, lai nekondensējamo gāzi aizstātu ar slāpekli.Nodrošināt iekārtu ražošanas drošību.
Izdedžu sistēma;Pirms izdedžu novadīšanas caur inteliģento elektrisko skapi aizver vinčas korpusa gaisa izplūdes vārstu, atver pelnu dzesēšanas sistēmu transmisijai un atver cirkulācijas ūdens sūkni.Atverot smagās eļļas vārstu, vispirms ir jāizlej neliels daudzums smagās eļļas, lai izvairītos no pielipšanas pie izdedžu izplūdes būra.Pēc smagās eļļas iztukšošanas aizveriet smagās eļļas vārstu.Krāsns korpuss apgriež un sāk izdedžu novadīšanu 1-1,5 stundas.
Krekinga tējkannas materiāls: 316L nerūsējošais tērauds Q245RQ345R nacionālā standarta katla tērauda plāksne
Pirolīzes tējkannas izmērs:φ 2800 mm * 7700 mm
Krekinga tējkannas tilpums un siltuma apmaiņas laukums: 47m3 un 80m2
Kondensācijas režīms un siltuma apmaiņas laukums: ūdens dzesēšana 90m2
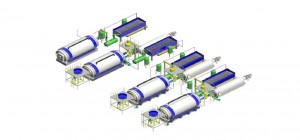
Galvenā struktūras forma: horizontāla rotācija
Sistēmas spiediens: normāls spiediens
Aprīkojuma laukums: 50m garš, 10m plats un 6m augsts
Iekārtas svars: 50-60t
Sprādziendrošs process: visas elektroierīces ir aprīkotas ar YB valsts standarta sprādziendrošām elektroierīcēm
Degvielas patēriņš: nepārtrauktam tipam dienā tiek patērēti 600 m dabasgāzes³/ D nepieciešami 500L/D mazuta
Strāvas un sadales sistēma: iekārta aprīkota ar kopējo jaudu 46,4 kilovati.
Ir aprīkots viens inteliģents darbvirsmas vadības skapis (jaudas kontrole, temperatūra, spiediena digitālā displeja trauksme, skārienekrāna inteliģentā vārsta darbība un citas funkcijas).
Vidējais stundas jaudas sadalījums ir 30 kW, un ikdienas jaudas sadalījums ir aptuveni 500-600 kilovatstundas.

Publicēšanas laiks: 09.01.2023